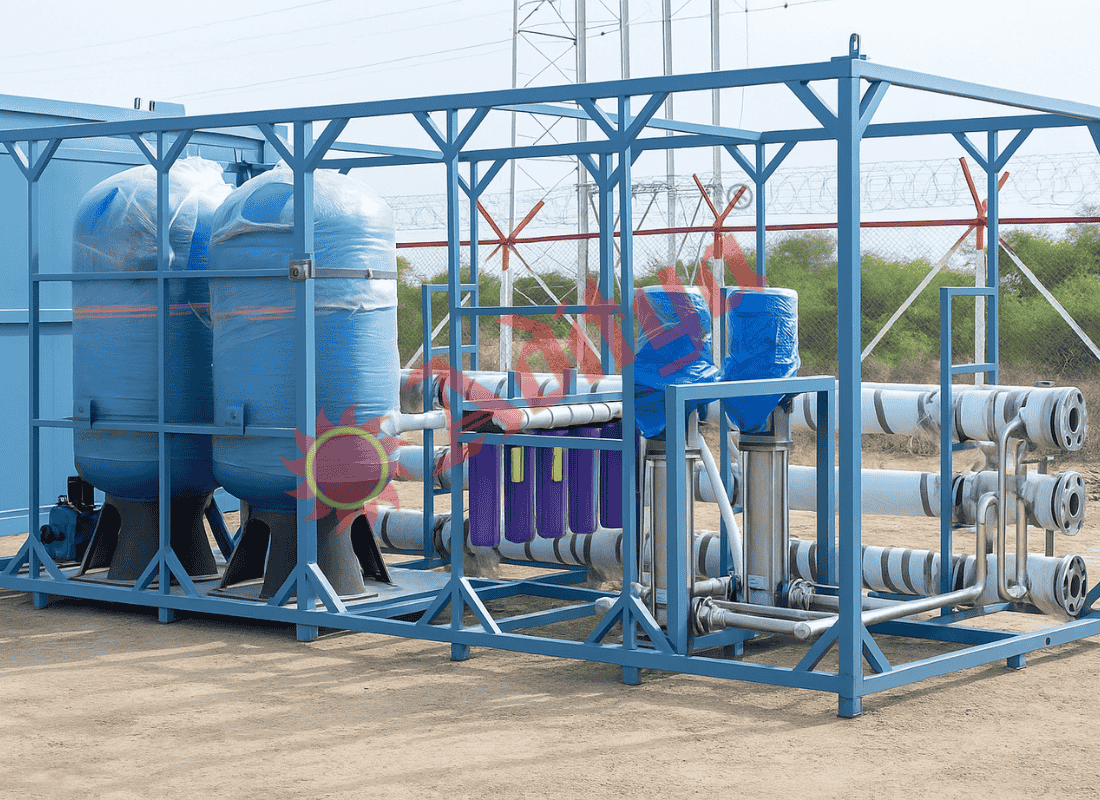
Industrial RO Plant Manufacturer And Supplier in Ahmedabad
Shree Aditya Purified Water Engineering is a trusted name in the manufacturing and supply of Industrial RO Plant (Reverse Osmosis Plant), providing custom-designed and highly efficient water purification solutions. Our plants are specially designed to fulfill the big-scale water remedy needs of industries, ensuring reliable operation, excessive output, and advanced water quality. We serve a wide range of sectors, which include textiles, chemicals, food processing, pharmaceuticals, power plants, and manufacturing units. Our RO Water Purifier is used for reducing levels of suspended particles and dissolved solids, and applicable for removing metals, ions, inorganic, organic & various bacterial contaminants present in the water.
Shree Aditya Purified Water Engineering is a reputed manufacturer, supplier, and exporter of Industrial Reverse Osmosis (RO) Plants, turning in excessive-performance water purification answers tailored for Commercial and institutional use.

RO plants eliminate impurities from the water by filtering microbes present in the impure water and make it safe to use. All Industrial Reverse Osmosis Plants are carefully modified and configured to suit the individual requirements. RO water treatment plants comply with industry standards and are fabricated according to the specific requirements of the clients. We are engaged to manufacturing, supplying and exporting one of the finest qualities of Industrial Reverse Osmosis Plants, Industrial Waste Water Treatment Plant, Industrial Water Softener Plant and Industrial Reverse Osmosis System in Ahmedabad. We are a reliable Waste Water Treatment Plant Supplier in Morbi, offering cost-effective wastewater treatment systems for industries dealing with high TDS and process water reuse.
Working Process
1. Pre-Treatment
Pressure Sand Filter (PSF) removes suspended solids. Activated Carbon Filter (ACF) eliminates chlorine, odor, and organic matter. Micron Filters (5 and 1 micron) protect RO membranes from fine particles.
2. Raw Water Collection
Water is stored in a tank and pumped into the treatment system.
3. Reverse Osmosis Filtration
Using high-pressure pumps, water is passed through semi-permeable membranes to separate pure water (permeate) from impurities.
4. Post-Treatment
UV/Ozonation for microbial disinfection. pH Adjustment or mineral dosing (if required).
5. Storage & Distribution
Purified water is stored in SS tanks and distributed to the point of use.
Technical Specification
| Parameter | Specification |
|---|---|
| Plant Capacity | 500 LPH to 50,000+ LPH (customizable) |
| Recovery Rate | 60–75% (varies with raw water TDS) |
| Rejection Rate | Up to 99% of TDS, heavy metals, bacteria, and organic matter |
| Power Supply | 220V / 380V / 440V – 50 Hz / 60 Hz – 3 Phase |
| Operating Pressure | 7 – 15 kg/cm² (100 – 225 psi) |
| Membrane Type | Spiral Wound Polyamide (TFC) RO Membrane |
| Membrane Brand | Hydranautics / DOW / Toray / Equivalent |
| Membrane Housing | FRP / SS 304 / SS 316 |
| No. of Membranes | Varies with plant capacity (e.g., 4 for 2000 LPH, 10+ for 10,000 LPH) |
| Pre-Treatment Units | PSF (Sand Filter), ACF (Carbon Filter), Micron Filters (5µ & 1µ) |
| RO Skid Material | MS Powder Coated / SS 304 / SS 316 |
| High-Pressure Pump | CRI / Grundfos / Lubi / Equivalent – SS Body |
| Dosing Systems | Antiscalant / pH Adjuster / Chlorine (Optional) |
| Automation | Manual / Semi-Automatic / PLC-based Automatic |
| Control Panel | With MCB, Overload Protection, Digital TDS, Flow Meters |
| Product Water Quality | < 50 ppm TDS (adjustable) |
| Input Water TDS Range | Up to 2000–5000 ppm (Brackish Water) |
| Output Conductivity | ≤ 30 µS/cm |
| UV/Ozone Disinfection | Optional, for microbial sterilization |
| Storage Tank | SS 304 / HDPE Tank (as per customer requirement) |
| Frame Structure | Skid-mounted, compact design |
| Total Footprint | Varies from 1.5 m² to 10 m² depending on capacity |
Manufacturer and Supplier of Industrial RO Plant - Shree Aditya Purified Water Engineering
Shree Aditya Purified Water Engineering is a main manufacturer and supplier of Industrial RO Plants, providing today’s water purification structures designed to meet the demanding necessities of numerous industries. With deep know-how in water treatment engineering, we offer strong, electricity-green, and high performance RO plants appropriate for applications throughout sectors like prescription drugs, food processing, textiles, power era, and more.
As a trusted call within the enterprise, we supply customized, turnkey RO solutions using international-class components and superior membrane technology.
Manufacturer of Industrial RO Plant
- We design and fabricate Industrial RO Plants in our modern production facility using premium-grade materials (FRP, MSRL, SS304/316).
- Our in-house R&D ensures every plant is engineered for high durability, performance, and water quality output.
- Each unit is thoroughly tested before dispatch to ensure it meets national and international water quality standards.
- We offer custom designs based on water quality analysis, capacity needs, and client-specific process requirements.
Supplier of Industrial RO Plant
- We supply and install Industrial RO Plants across India and export to international markets including the Middle East, Africa, and South Asia.
- Our supply community guarantees on-time shipping, productive logistics, and seamless set up on the client’s site.
- We additionally offer spare components, and upgrades to enhance the lifespan of the system.
Key Features
- Easy to operate
- Quick conversion to single or double operating mode
- Status lamps
- High pressure
- Permeate mount of pump suction
- FRP Membrane housing

Application Areas
- Effluent and wastewater purification
- Food processing system
- Fruit syrup production
- Beverage industries